【簡(jiǎn)便】【準(zhǔn)確】【快速】測(cè)量是輪廓測(cè)量?jī)x的強(qiáng)處所在���,搭載強(qiáng)大的分析軟件���,大大的提升著測(cè)量效率�����。而在追求簡(jiǎn)易快速操作的當(dāng)下���,更多的掌握輪廓測(cè)量Tips,會(huì)讓您的測(cè)量變得事半功倍
跟蹤角度
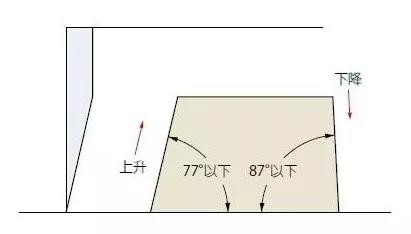
相對(duì)測(cè)針的進(jìn)給方向���,測(cè)針可以按照被測(cè)物的形狀上升或下降的極限角度叫做跟蹤角度�����。
如圖��,測(cè)針頂端角度為12o的切面測(cè)針�����,上升角度77o���,下降角度87o。
如果是圓錐形測(cè)針(30o圓錐)的話�����,極限傾斜度會(huì)變得緩和。表面上看雖然是77o���,但是���,受上行斜面表面粗糙度的影響�,會(huì)部分存在77o以上的斜面,測(cè)力也會(huì)受到影響�����。
測(cè)針半徑補(bǔ)償
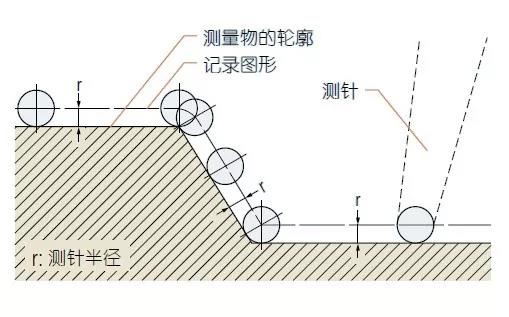
根據(jù)測(cè)針的頂端半徑(0.025mm)�,記錄圖形會(huì)成為在測(cè)量物表面上滾動(dòng)的球體的中心軌跡。通過(guò)對(duì)這一測(cè)針的頂端半徑進(jìn)行數(shù)據(jù)處理上的補(bǔ)償��,可以得到精確的測(cè)量值和形狀記錄��。
精度
由于X和Z軸的檢出器配置了刻度��,放大倍率精度不顯示百分比但顯示各軸的直線位置精度�����。
圓弧運(yùn)動(dòng)·直線運(yùn)動(dòng)
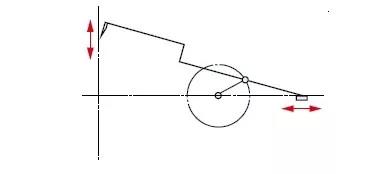
這是測(cè)針上下動(dòng)作時(shí)�,測(cè)頭劃出的軌跡��,有圓弧和直線兩種��。
做直線運(yùn)動(dòng)時(shí)��,機(jī)械構(gòu)造復(fù)雜�����,做圓弧運(yùn)動(dòng)時(shí)��,測(cè)針的上下移動(dòng)量較大�����,會(huì)由于圓弧形變(δ)而導(dǎo)致記錄圖形出現(xiàn)偏差��。(參照下圖“圓弧形變”)
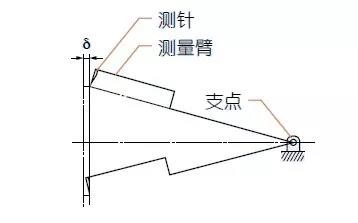
圓弧形變
測(cè)頭做圓弧運(yùn)動(dòng)時(shí)��,會(huì)在記錄圖形的X軸方向上出現(xiàn)變形偏差�����。作為補(bǔ)償圓弧變形的手段有:
①機(jī)械補(bǔ)償法:
②電子補(bǔ)償法:
③通過(guò)軟件演算來(lái)補(bǔ)償?shù)姆椒ǎ?/p>
在對(duì)上下方向上移動(dòng)量較大的測(cè)量物進(jìn)行高精度測(cè)量時(shí)��,需要補(bǔ)償圓弧變形�����。
Z軸檢測(cè)方式
X軸驅(qū)動(dòng)檢測(cè)一般使用數(shù)字光柵尺進(jìn)行檢測(cè)��。Z軸檢測(cè)方式有模擬方式(差動(dòng)變壓器)和數(shù)字光柵尺方式兩種�����。模擬方式會(huì)因?yàn)闇y(cè)量倍率和測(cè)量范圍出現(xiàn)Z軸分辨力的變化��。數(shù)字光柵尺則遵循光柵尺的分辨力�。一般來(lái)說(shuō)���,數(shù)字光柵尺的方式精度較高�。
安全裝置
由于輪廓形狀的斜面角度大或者有毛刺存在���,測(cè)針頂端出現(xiàn)超負(fù)荷時(shí)�����,為了防止測(cè)針損傷��,可以自動(dòng)停止運(yùn)轉(zhuǎn)���,并發(fā)出蜂鳴警報(bào)�。
一般情況下���,按進(jìn)給方向(X軸方向)的負(fù)荷和上下方向(Z軸方向)的負(fù)荷分別裝備�。如CV-3200/4500�����,若支臂從檢出器的安裝面脫離下時(shí)會(huì)啟動(dòng)安裝裝置���。
輪廓形狀測(cè)量方法
完成測(cè)量操作后�����,可以按照以下兩種方法之一分析輪廓形狀�。
數(shù)據(jù)處理裝置和解析程序��。
測(cè)得的輪廓形狀��,實(shí)時(shí)輸入到數(shù)據(jù)處理裝置中��,然后通過(guò)鼠標(biāo)或鍵盤運(yùn)行專用的分析程序。
角度�、半徑、段差���,和等間距用數(shù)值直接顯示�����。
另外還可以輕松地結(jié)合坐標(biāo)系進(jìn)行解析�。記錄圖形經(jīng)測(cè)針半徑補(bǔ)償后可打印輸出�����。
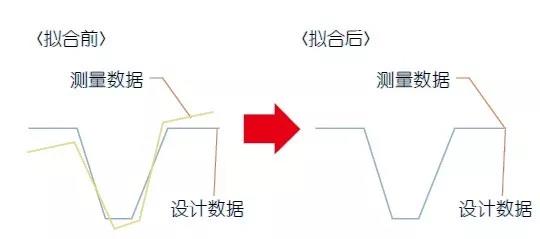
擬合
當(dāng)被測(cè)量的輪廓形狀數(shù)據(jù)有標(biāo)準(zhǔn)時(shí)���,要根據(jù)基準(zhǔn)進(jìn)行設(shè)計(jì)值的檢驗(yàn)。沒有基準(zhǔn)或只檢驗(yàn)形狀時(shí)��,可以用設(shè)計(jì)數(shù)據(jù)與測(cè)量數(shù)據(jù)進(jìn)行擬合�����。
擬合從兩組數(shù)據(jù)來(lái)求偏差量�,求二次方的和為最小值的坐標(biāo)系,使測(cè)量數(shù)據(jù)與設(shè)計(jì)數(shù)據(jù)重合�。
設(shè)計(jì)值檢驗(yàn)
與其說(shuō)對(duì)圖形顯示的尺寸的解析���,不如說(shuō)是作為“形狀”與設(shè)計(jì)數(shù)據(jù)的比較并顯示和記錄其偏差。另外�,將基準(zhǔn)測(cè)量物轉(zhuǎn)變成設(shè)計(jì)的數(shù)據(jù)與測(cè)量數(shù)據(jù)進(jìn)行比較。尤其當(dāng)這一部分的形狀影響商品性能的時(shí)候�����,或由于與組合部件的關(guān)系產(chǎn)生影響時(shí)使用較多�����。
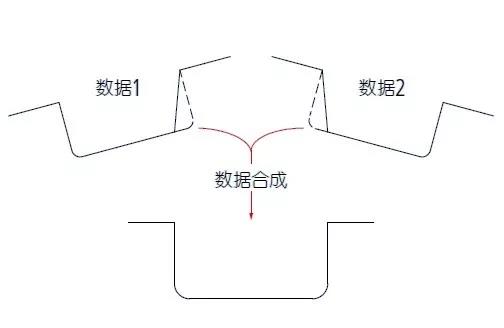
數(shù)據(jù)合成
由于測(cè)針跟蹤角度的限制��,測(cè)量圖形會(huì)被分割成多個(gè)部分分別進(jìn)行測(cè)量和評(píng)估���。數(shù)據(jù)合成功能完美的解決了這個(gè)問題��,可將其拼接合成為一個(gè)完整的圖形能�����。
由此��,可以被測(cè)物的整體圖形得以顯示���,從而進(jìn)行各種解析�����。
主要測(cè)量示例
非球面鏡頭形狀測(cè)量
軸承內(nèi)外輪形狀測(cè)量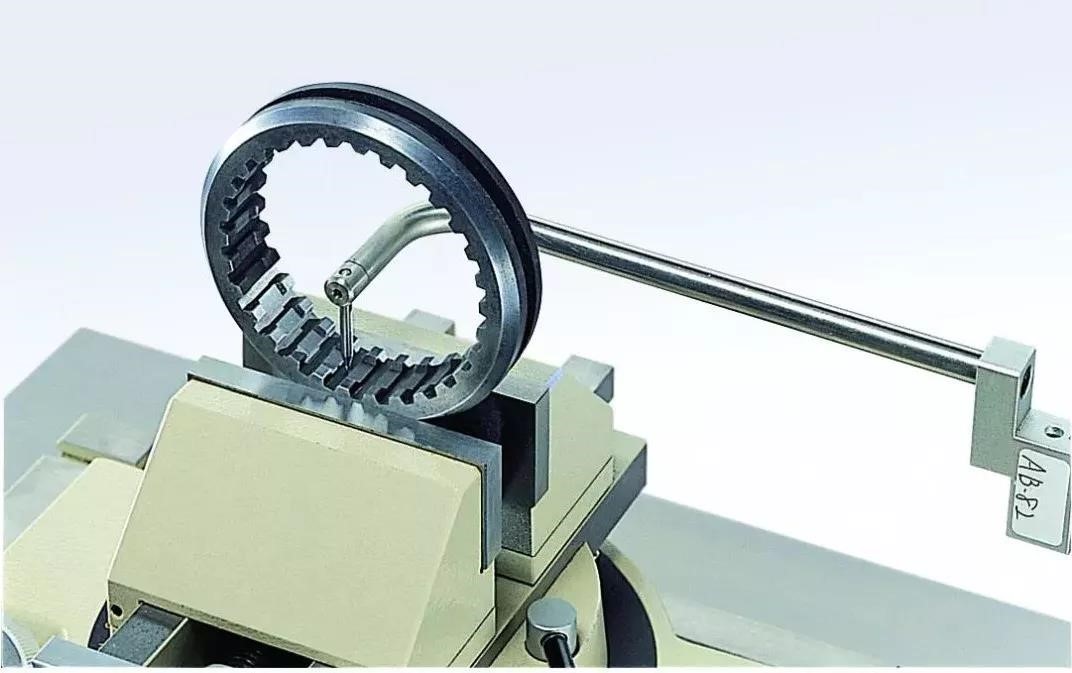
內(nèi)齒輪齒形測(cè)量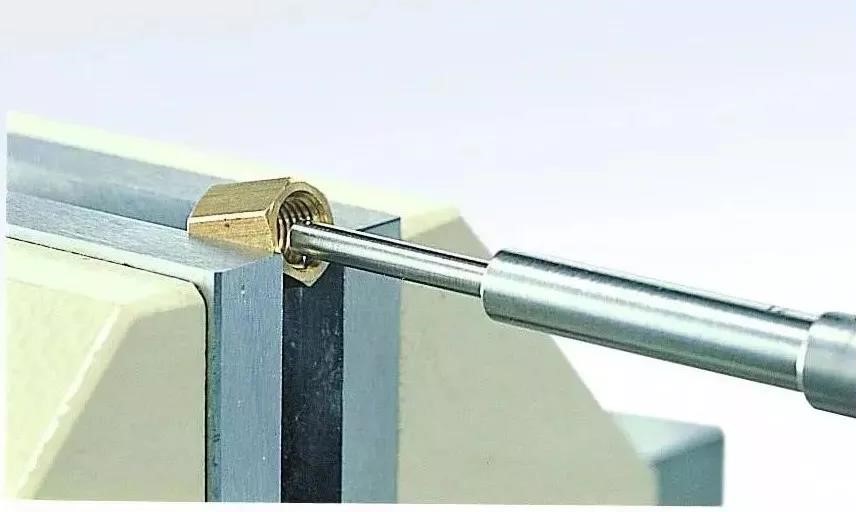
內(nèi)螺紋形狀測(cè)量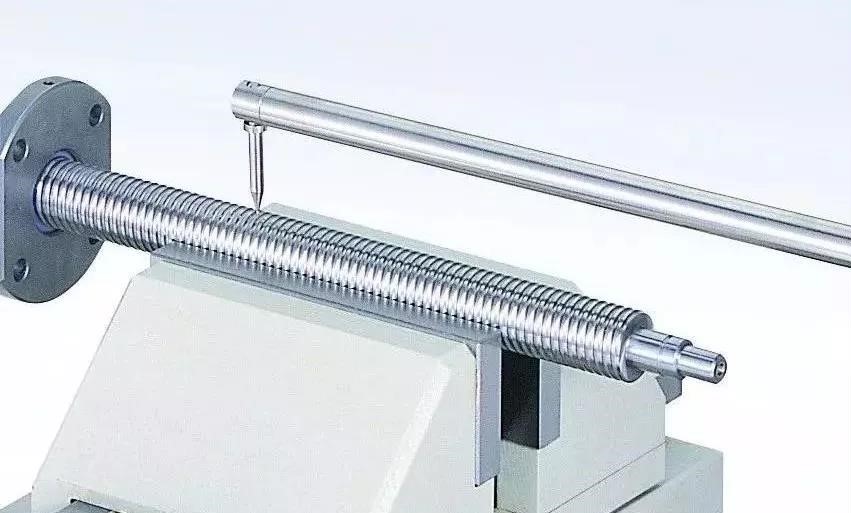
螺絲槽形狀測(cè)量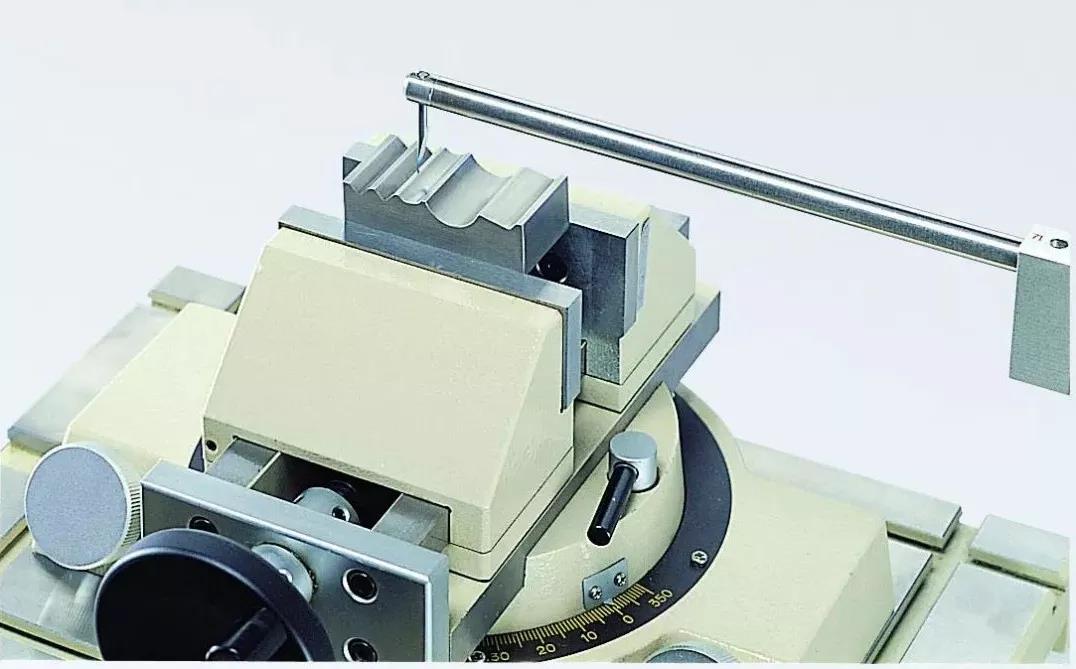
量規(guī)形狀測(cè)量